Domov
Domov


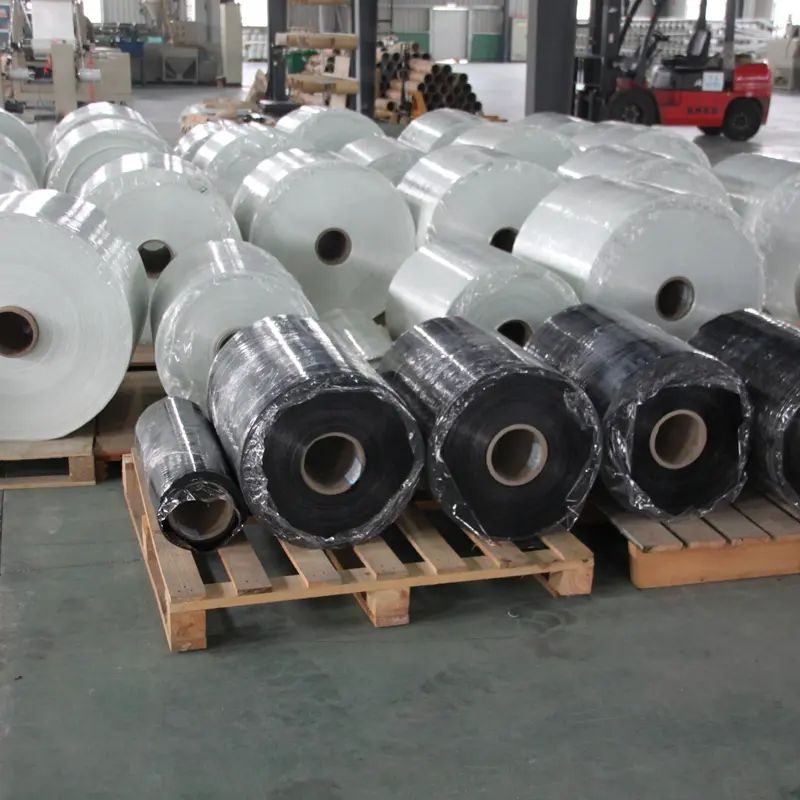


E-sklo montované roving pro nástřik
Video
Detaily produktu
Jméno výrobku |
E-sklo montované roving pro nástřik |
||
MOQ |
≥ 1000 kg |
||
aplikace |
používá se hlavně pro výrobu GRP lodí, sanitární keramiky, skladovacích nádrží a trubek Hobas atd |
||
Vlastnosti |
1. Dobrý řezný výkon |
||
VÝKONNOSTNÍ ATRIBUTY
-

DOBRÝ ŘEZNÝ VÝKON
-

VYNIKAJÍCÍ VÝKON LIŠOVÁNÍ
-

DOBRÝ DISPERZNÍ VÝKON
-

KOMPATIBILNÍ S RŮZNÝMI PRYSKYŘICEMI
Specifikace
Položka |
Specifikace |
Standardní č. |
|
Lineární hustota (tex) |
2400±120 |
3000±150 |
ISO 1889–1997 |
Ztráta žíháním ( % ) |
1,00±0,15 |
1,00±0,15 |
ISO 1887–1995 |
Obsah vlhkosti ( % ) |
≤0,1 |
≤0,1 |
ISO 3344 – 1997 |
Tuhost (mm) |
135±15 |
135±15 |
ISO 3375 – 1997 |
Technický parametr
Kód produktu |
Typ vlákna |
Lineární hustota (tex) |
Průměr jednoho vlákna (μm) |
Použitelná pryskyřice |
hořlavý obsah (%) |
ER-2400-618 |
E-Glass |
2400 |
13 |
NAHORU, VE |
1,2-1,6 |
ER-4800-618 |
E-Glass |
4800 |
13 |
NAHORU, VE |
1,2-1,6 |
APLIKACE
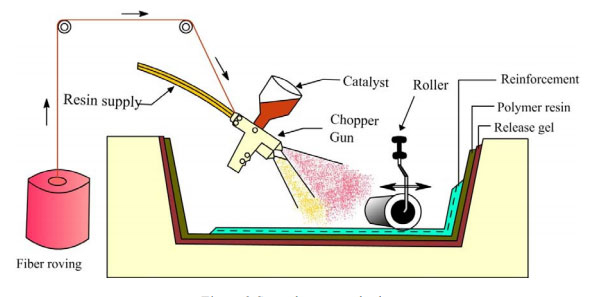
Tento produkt je tryskový roving, který je široce používán v oblastech výroby lodí, jachet, sanitární keramiky, bazénů a autodílů pro svou vynikající vlastnost snadných vlastností. Zlepšete odolnost proti korozi, alkáliím a trvanlivost produktu pro vás. Trubky lze také vyrábět odstředivým litím.
Kontaktujte nás, zašleme vám informace o produktech a odlehčených řešeních!


Výhoda
Proces rozprašování