додому
додому


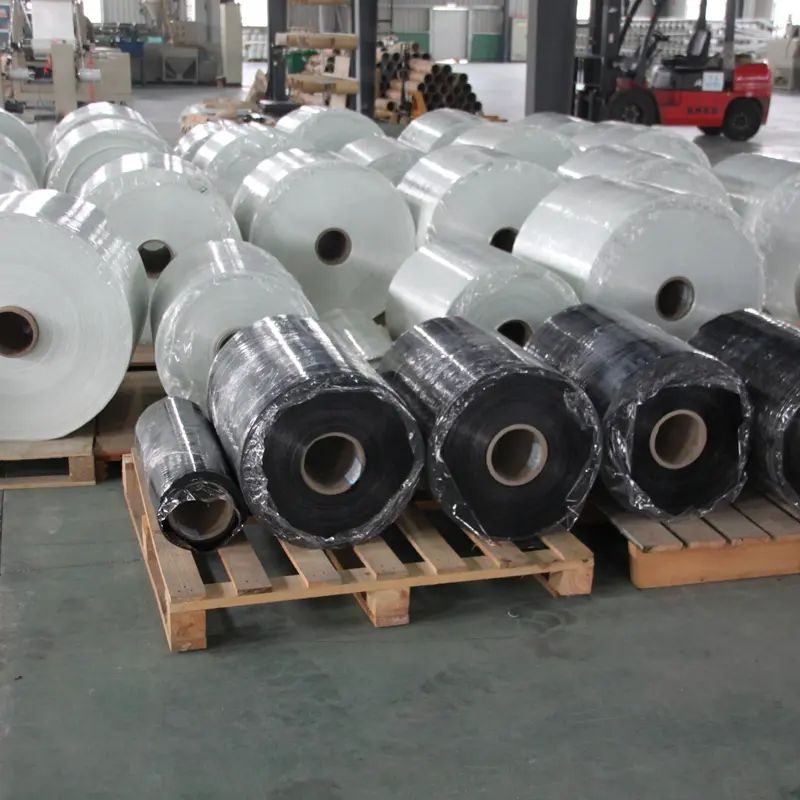


E-Glass у зборі для розпилення
відео
Деталі продукту
Назва продукту |
E-Glass у зборі для розпилення |
||
MOQ |
≥1000 кг |
||
застосування |
в основному використовується для виробництва GRP суден, сантехніки, резервуарів для зберігання та труб Hobas тощо |
||
Особливість |
1. Хороша продуктивність різання |
||
ХАРАКТЕРИСТИКИ ЕФЕКТИВНОСТІ
-

ХОРОША ЕФЕКТИВНІСТЬ РІЗАННЯ
-

ЧУДОВІ ХАРАКТЕРИСТИКИ ФОРМУВАННЯ
-

ДОБРА ДИСПЕРСІЯ
-

СУМІСНИЙ З РІЗНИМИ СМОЛАМИ
Технічні характеристики
Пункт |
Специфікація |
Стандарт № |
|
Лінійна щільність (текс) |
2400±120 |
3000±150 |
ISO 1889 - 1997 |
Втрати при прожарюванні (%) |
1,00±0,15 |
1,00±0,15 |
ISO 1887 - 1995 |
Вологомісткість ( % ) |
≤0,1 |
≤0,1 |
ISO 3344 - 1997 |
Жорсткість (мм) |
135±15 |
135±15 |
ISO 3375 - 1997 |
Технічний параметр
Код продукту |
Тип волокна |
Лінійна щільність (текс) |
Діаметр однієї нитки (мкм) |
Застосовна смола |
Горючий вміст (%) |
ЕР-2400-618 |
E-Glass |
2400 |
13 |
ВГОРУ, ВЕ |
1,2-1,6 |
ER-4800-618 |
E-Glass |
4800 |
13 |
ВГОРУ, ВЕ |
1,2-1,6 |
ЗАСТОСУВАННЯ
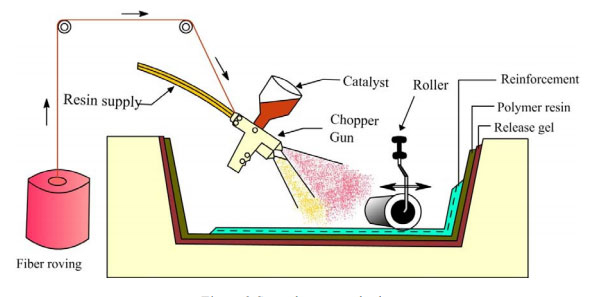
Цей продукт являє собою реактивний ровінг, який широко використовується у виробництві кораблів, яхт, сантехніки, басейнів і автозапчастин завдяки його чудовій властивості легкості. Підвищте корозійну стійкість, стійкість до лугів і довговічність виробу. Труби також можуть бути виготовлені методом відцентрового лиття.
Зв’яжіться з нами, ми надішлемо вам інформацію про пропозицію та легкі рішення!


Перевага
Процес розпилення